当前位置 : 新闻媒体 - 公司新闻
高性能数控车床的使用
钲威智创|2018-08-20 10:36
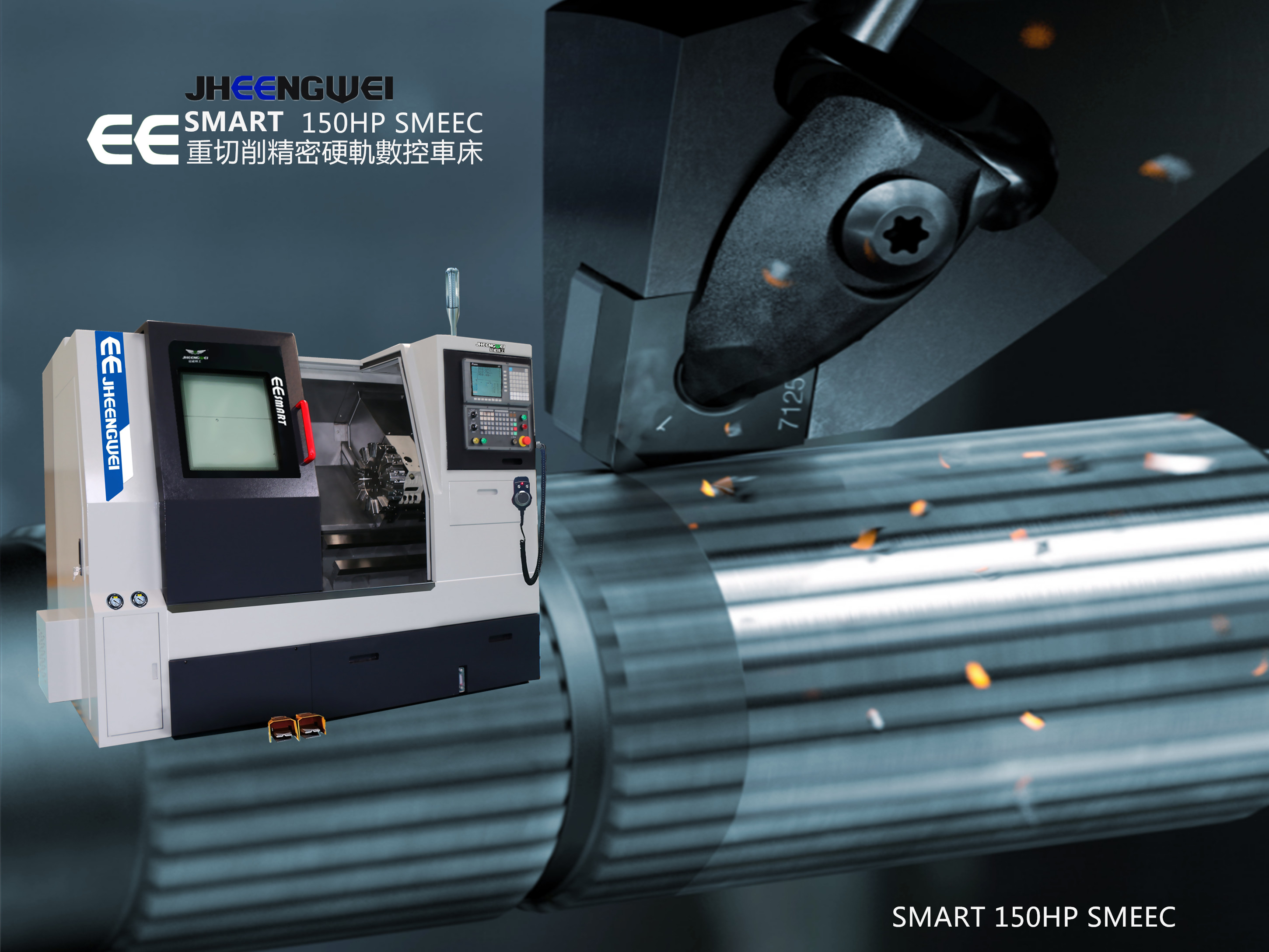
SMART 150HP SMEEC系列数控车床的应用:轴类零件的切削步骤选择及其原则
特点:
150HP是一個標準的用于重切削的精密数控车床 ; 技术源自韩国;韩国机制造装配要求进行生产、装配与检验;是机床装备市场广泛认可的热销机型。搭載12支刀伺服換刀刀塔。刀塔精巧設計體積小穩定性高、結構簡單,伺服馬達之驅動設計實現快速精確換刀,该系列机床在車/鑽/鏜零件加工中切削能力極強,廣域滿足盤類、套類、軸、等零件的精密加工。
用于重切削的精密数控车床 ;
技术源自韩国;HP硬轨 SMEEC;
韩国机制造装配要求进行生产、装配与检验;
零件和车刀装夹好以后,切削用量已大致选定。接下来就要进行车削。拿到图纸从哪一端开始车削呢?这是一个很重要的工作。你可能零件和车刀安装的很正确,切削用量也选的不错。但是如果车削步骤选得不好,同样会出废品。
为了正确选择轴类零件车削步骤:首先要了解选择原则:
1.零件根据数量和精度要求的不同,机床条件差异,可用两种不同加工原则:即工序集中和工序分散原则.
工序集中=把第一个零件全部车好后,再车第二,第三个………
工序分散=先车好全部零件的同一个表面,然后再车全部零件的第二,第三……..个表面。
大体说来:当零件批量较小,或只有几个中工表面互相位置精度要求较高,车床精度又较高时,也可采用集中原则。反之,采用工序分散原则。
2.车削零件时:一般总是分粗车。半粗车。精车三个阶段。为什么要这样做呢?理由如下:
1)粗车时,由于吃刀深度和进刀量,所产生分削力也大,因此必须把工夹紧。这样会把工件夹毛。夹变形。如果马零件一个表面全部车好,哪么粗车另一头时,已精车表面在卡盘中夹毛表面。
2)粗车时产生大量热,影响零件尺寸精度。当精车,粗车,分开后,使零件在精车前有冷却机会。
3)任何工件毛坯中,都存有内应力当表面车去一层后,内应力重新分布而使零件发生变形。粗车零件变形大。(吃刀深)精车:在精度高机床上进行。
4)由于精车放在最后,可以避免光洁的工年表面,在多次装夹中碰伤,划伤,造成退修,浪费工时。
5)精车,精车分开,可以及时发现毛坯缺陷更换毛坯,那么前面一切工作都是白费。
上述这几点都说明零件粗.精车应分末的必要性。
3.对于精度要求高的零件,为了消除内应力,粗车后要经过调质和正火处理。(由1.5-2.5毫米余量)
4.如果零件车削后,还要经过磨削,哪么粗车,不再精车了。粗车后由有适当余量。
5.车削阶台轴时:一般是车削直径较大一端。这样可以保证轴在车削过程中刚度。
6.在轴上切槽时,一般是在:粗车和半精车以后,精车之前。如果零件钢性,精度要求不高,也可在精车后进行。这样深度就容易控制。
7.轴上的螺纹一般是放在半精车以后车削。如果轴的钢性不太好,螺纹也可放在最后车削。